




MONITORAMENTO AMBIENTAL
LINHAS DE PRODUÇÃO DE ALIMENTOS
SENSÍVEIS – PASTEURIZADOS – PRONTOS PARA COMER
APOIO TÉCNICO E FORMAÇÃO PARA EXECUÇÃO
Todos os anos as doenças transmitidas por alimentos – ETA geram um impacto na comercialização de alimentos, causando pesadas perdas econômicas às empresas envolvidas nesses eventos, danos ao consumidor que tenta se educar cada vez mais na segurança do produto que consome, bem como as pressões regulatórias aumentam com eventos como esse.
O fabricante é obrigado a produzir alimentos seguros, onde seguro significa inofensivo, o que não causará danos ao consumidor no momento do consumo.
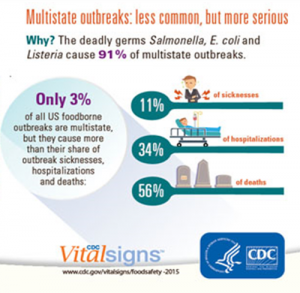
Listeria, Salmonella, E.coli se tornam os patógenos vegetativos que lideram as estatísticas, porque são os microorganismos que geram maior impacto no momento dos surtos de múltiplos estados e que causam a maior taxa de mortalidade. A Figura 1. mostra que eles estão sob surtos de vários estados, no entanto, quando ocorrem, causam muitos danos, onde 56% dos consumidores morrem e 34% são hospitalizados.
INGREDIENTES SENSÍVEIS
A vulnerabilidade de um alimento a ser contaminado será baseada na forma e tipo de ingredientes com os quais é composta, hoje a Lei de Modernização da Segurança dos Alimentos – FSMA estabelece claramente que existem ingredientes com alta vulnerabilidade a serem contaminados por microorganismos chamado “Ingredientes Sensíveis”, isso leva a um maior cuidado no momento da transformação.
DESIGN SANITÁRIO
Muitas vezes, todos os esforços são dedicados ao projeto sanitário de equipamentos, logicamente deve ser assim, pois é aí que o produto terá contato no momento de sua fabricação. Este não se torna o único fator a ter um controle adequado; o projeto sanitário da instalação é de alta prioridade, pois são as áreas que normalmente entram em contato com a sujeira do mesmo processo. Nos pisos, colônias de paredes e tetos de microrganismos patogênicos podem ser formadas para atingir o produto se não forem controladas por programas-chave, como mostra a Figura 2.
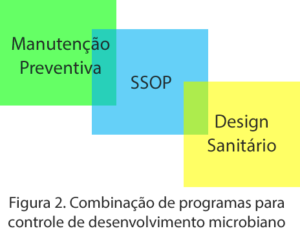
Figura 2. Combinação de programas para controle de desenvolvimento microbiano
PRONTO PARA COMER
A intenção de uso, agregará outro fator de maior cuidado, pois não haverá uma etapa posterior que elimine a presença de um contaminante microbiano presente nos alimentos, gerando uma condição de vulnerabilidade ao consumidor.
MONITORAMENTO AMBIENTAL – MA
A indústria de alimentos começa a melhorar seu entendimento sobre esse programa, muitas vezes como especialistas ou auditores, perguntamos ao fabricante se um programa de MA é realizado em sua fábrica, muitos respondem não e aqueles que respondem positivamente, entendem que é um metodologia baseada na colocação de placas de Petri expostas ao meio ambiente para determinar possíveis microorganismos (fungos ou aeróbios). O importante a entender sobre esse programa é que ele oferece mais gentileza do que apenas saber se temos fungos ou aeróbios presentes no ambiente.
A indústria de alimentos deve evitar a todo custo que os alimentos sejam contaminados por bactérias patogênicas, como Salmonella, Listeria ou E. coli, que chegam por diferentes fontes, Figura 3
- Práticas operacionais
- Água de processo
- Falhas no SSOP
- Design Sanitário

A falha na interpretação deste programa pode levar à falha do fabricante. É essencial entender o significado do resultado de cada um dos dados.
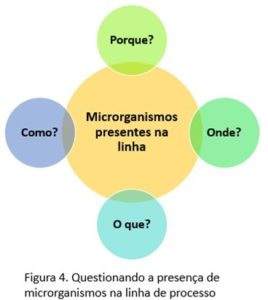
Embora seja verdade que o objetivo é mostrar a presença de microrganismos, é mais importante interpretá-lo através das seguintes perguntas, ver figura 4:
Para responder a essas perguntas, precisamos estabelecer parâmetros ou condições que nos ajudarão a sistematizar o programa de MA e resultar na eficácia que esperamos.
Para conseguir isso, a primeira coisa a saber é:
- Tipo de alimento presente
- Sensível
- Não sensível
- Natureza dos resíduos
- Seco
- Molhado
- Tipo de processo
- Abierto
- Circuito fechado
ZONAMENTO
Segmente a área do processo de acordo com o grau de cuidado que deve ser tomado em cada uma delas. Por exemplo, área bruta de processo diferenciada da área cozida, ver figura 5.
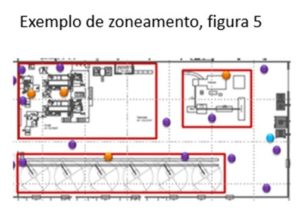
Onde devemos prestar mais atenção será na área de pós-letalidade.
Isso levará o fabricante a uma melhor interpretação, porque ele sabe quais são as áreas mais críticas do processo e a probabilidade de contaminação dos alimentos.
FDA – FSMA
A Administração de Alimentos e Medicamentos da FSMA estabelece esse programa como obrigatório através do CGMP.
Onde estipula que a planta deve ter 4 tipos de zonas, dentro do zoneamento. Onde Zona 1 – Contato com Alimentos e Zona 4 – Perímetros internos da planta.
SWAB
Ao estabelecer uma zona de amostragem, uma amostragem adequada deve ser organizada para cobrir a maioria das áreas; esse swab pode estar sob uma amostra individual ou composta, desde que algum resultado não seja alterado por confusão na amostragem.
RESULTADOS
A interpretação dos resultados adequados levará a uma solução eficaz e decisiva, pois a análise da causa raiz deve responder a todas as perguntas de por que ou porque a presença de microrganismos que não necessariamente precisam estar presentes na zona 1 para chegar Ser crítico.
Referências bibliográficas
- Control of Listeria monocytogenes in Ready-To-Eat Foods: Guidance for Industry, January 2017
- FSSC 22000 SCHEME VERSION 5 | MAY 2019
- Centros de Controle e Prevenção de Doenças CDC